Napjainkban szinte mindenki számára ismert tény, hogy a vas- és acéltermékek korrózióvédelmének leghatékonyabb módszere a tűzihorganyzás. Összehasonlítva más felületkezelő módszerekkel megállapítható, hogy a tűzihorganyzás folyamán kialakuló, kohéziós kötésű vas-cink ötvözeti rétegek a megfelelő környezetben 40 évig is képesek korróziómentes felületet biztosítani a vas- és acélszerkezeteknek.

A NAGÉV CINK Kft. élen jár a hazai tűzihorganyzó iparágban: Ócsán, az ország legnagyobb és legmodernebb tűzihorganyzó üzemében 2011 óta várja partnereit. Befogadóképessége egyedülálló Magyarországon: horganyzókádjában akár 15 méter hosszúságú termékek is bevonhatóak. A folyamatos fejlesztéseknek köszönhetően pedig egyre jobb és jobb minőségben tudják kiszolgálni vevőiket.
A megfelelő minőségű tűzihorgany bevonatért viszont legalább olyan, ha nem nagyobb mértékben tud tenni a vas- és acélszerkezetek gyártója, mint a tűzihorganyzó üzem. Az esztétikus kinézetű, egyenletes, hiánytalan bevonat elérése a szerkezet tervezésénél kezdődik, a kivitelezéssel folytatódik, majd a tűzihorganyzás folyamatával ér véget. De vegyük sorra, hogy mik is pontosan a jó minőségű horganybevonat képződésének alappillérei.
Az első és legfontosabb tervezési feladat az optimális acélminőség kiválasztása. Tűzihorganyzásra elsősorban az ötvözetlen szénacélok, a gyengén ötvözött acélok és öntöttvasak alkalmasak, az ötvözött és magas kéntartalmú acélokat viszont kerülni kell. A felület kinézetét és a bevonat vastagságát az acélok szilícium és foszfor tartalma is befolyásolja. A NAGÉV CINK Kft. által is követett MSZ EN ISO 1461:2009 szabványnak megfelelően nem túlságosan vastag, fényes-ezüstös felületű bevonatot kapunk, ha az acélok szilícium tartalma 0,03% alatt, vagy pedig 0,12 – 0,25% között van. A foszfortartalom egyik esetben sem lehet magasabb, mint a szilícium tartalom két és félszerese, de maximum 0,09%. Minden más esetben a bevonat a szabványban elvárttól jelentősen vastagabb, felülete pedig matt, durva kinézetű lesz, mely számos esetben esztétikai és használati hátrányt jelent.
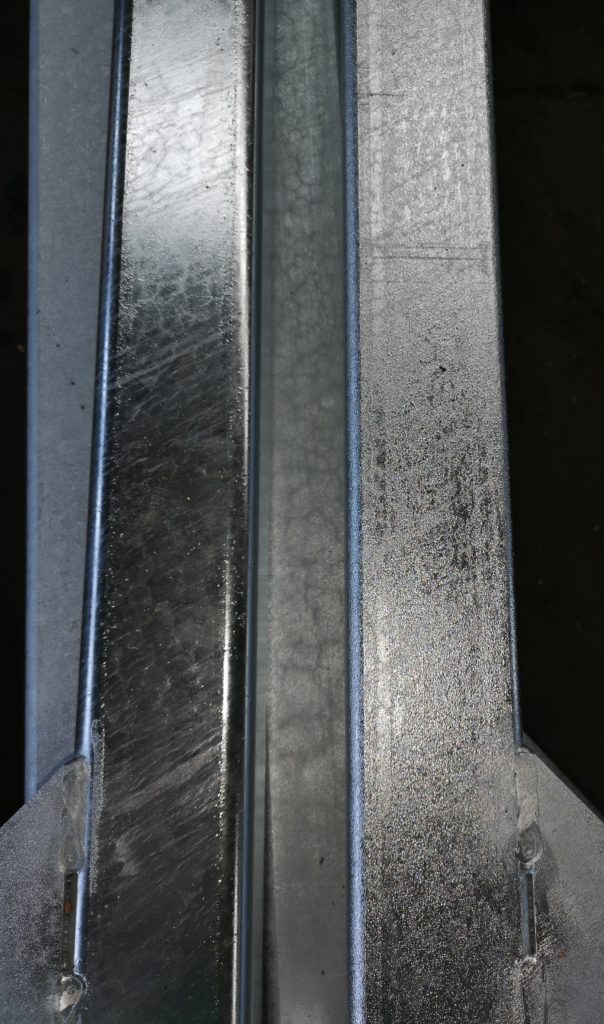
Jól (balra) és rosszul (jobbra) tűzihorganyozható acélon kialakult bevonat kinézete
Szintén a tervezés fázisában szükséges odafigyelni az elkészítendő szerkezeteken a technológiai megnyitások elhelyezésére és méretezésére, melyeket az MSZ EN ISO 14713-2:2010 szabvány irányelvei tartalmaznak. A tűzihorganyzás során a termékek nemcsak a horganyfürdőbe merülnek be, hanem azt megelőzően vegyi előkezelő folyadékokban készítjük elő őket, ezért a szerkezetek gyártása során gondoskodni kell olyan, megfelelő méretű és mennyiségű technológiai megnyitás – megfelelő helyre történő – elhelyezéséről, amelyek segítségével a kémiai előkezelő oldatok, majd azt követően a horganyolvadék számára is könnyen és gyorsan átjárhatóvá válik a szerkezet. Nagyon fontos, hogy nem maradhat zárt térrész a szerkezetekben, mert a mellett, hogy ott nem fog horganybevonat képződni, robbanásveszélyt is okoz. Szintén robbanásveszélyt okozhatnak a megerősítés céljából kialakított átlapolt felületek. Ebben az esetben az átlapolásnál a felületek közé került nedvesség a horganyzás hőmérsékletén nagynyomású gőzzé alakul át és nemcsak a szerkezet torzulását, tönkremenetelét okozhatja, hanem súlyos balesetet is eredményezhet. Ezek elkerülése az átlapolások felső felületének teljes átfúrásával, vagy pedig szakaszos hegesztési varratok kialakításával lehetséges. Ennek, hasonlóan a technológiai megnyitásokhoz, szabályai vannak.

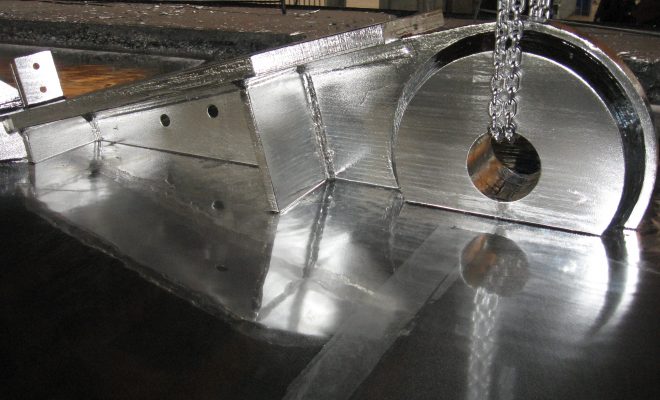
Helytelenül (alsó merevítő) és helyesen (középső merevítő) elhelyezett technológiai megnyitás. Míg a középső merevítő könnyen átjárható a folyadékok számára (sarokkivágása van), addig az alsó merevítőben túl magasan van a megfúrás, így az előkezelő oldatok, majd később a horgany is meg fog állni ezen a ponton.
Ha kiválasztásra került a horganyzásra legalkalmasabb alapanyag, megtervezésre került a szerkezeti kialakítás, a technológiai megnyitások és esetlegesen az átlapolások helyes kialakítása, minden készen áll a szerkezet elkészítéséhez. Ebben a fázisban a legnagyobb hangsúly a tűzihorganyzásra kerülő szerkezetek felületi állapotán van. Az anyagok felületén nem lehet zsíros, olajos, vízben nem oldható szennyeződés ugyanúgy, ahogyan festék, kátrány, lakk, szilikon spray, vagy hegesztésből származó salak, fröccsenésgátló maradvány sem. Ezeket a tűzihorganyzóba való beszállítás előtt olyan felülettisztító módszerekkel kell eltávolítani, mint például a szemcseszórás, vagy a leégetés. Ugyanígy érdemes az erősen revés, főként melegen hengerelt termékek homokszórással történő felülettisztítása is, mert ennek hiányában nem megfelelő felületi minőségű bevonat kialakulására lehet számítani. Azok az alapanyagok, amelyek felülete csak enyhén rozsdás, vagy revés, azok az üzemben alkalmazott vegyi előkezelés szakaszában tökéletesen alkalmassá válnak a tűzihorganyzásra, felületüket nem szükséges a gyártónak tisztítania.
Látható tehát a fent felsorolt legfontosabb alapkövetelményekből, hogy a kialakuló horganybevonat minősége milyen mértékben függ a megfelelően megválasztott alapanyagtól, a jól megtervezett és kialakított szerkezettől, a technológiai megnyitások helyétől, méretétől, mennyiségétől, és a szerkezet felületének állapotától, tisztaságától. A NAGÉV CINK Kft. szakemberei mindezekben szakmai konzultációkkal állnak a partnerek rendelkezésére, legyen szó távoli vagy személyes találkozásról. A NAGÉV CINK Kft. technológiájának és működésének folyamatos fejlesztésével, valamint a megrendelői felé nyújtott szakmai segítségnyújtásával arra törekszik, hogy az esztétikai és a korrózióvédelmi szempontokat is maximálisan kielégítő horganybevonat alakuljon ki a vas- és acéltermékeken.
Szerző: Dr. Lévai Gábor, fejlesztési igazgató NAGÉV CINK Kft.