Multiszenzoros rendszerek a gyártási minőség felügyeletéhez
A minőségbiztosításban különböző működési elvű mérőgépek használatosak az adott mérési feladattól függően: gyártásfelügyelethez például rendkívül gyors gépek szükségesek, míg a szigorú tűréssel készült darabok nagy pontosságú koordináta mérőgépeket igényelnek. Elsőminta darabok vizsgálatához viszont a darab összes jellemzőjét rögzítő komputertomográfia használata a legelőnyösebb.
Amikor először megjelent az ipari alkalmazásokban, a komputertomográfiát csupán darabok roncsolásmentes vizsgálatára használták, repedések, üregek és hasonló hibák feltárásához. Ahhoz, hogy a technikával megfelelő pontossággal lehessen méreteket mérni, kombinálni kellett a koordináta méréstechnikával. A giesseni székhelyű Werth Messtechnik GmbH 2005-ben éppen csak bemutatta a világ első komputertomográfiával kombinált koordináta mérőgépét (opcionális multiszenzoros rendszerrel), amikor kísérleti projektet indított a Werth röntgen-tomográfia metrológiai célú alkalmazására a Julius Blum GmbH (Vorarlberg, Ausztria) vállalatnál.
A höchsti (Vorarlberg, Ausztria) székhelyű Julius Blum GmbH 1952 óta gyárt vasalatokat, burkolatokat és sínrendszereket minőségi bútorokhoz. A világszinten kb. 6600 munkatársat foglalkoztató, családi tulajdonú vállalat mára a bútorgyártók megbízható globális beszállítójává nőtte ki magát. A Blum hét üzemegységgel rendelkezik Ausztria Vorarlberg tartományában, emellett gyártóhelyeket működtet Lengyelországban, az Egyesült Államokban és Brazíliában is. Ahhoz, hogy meg tudjon felelni ügyfelei minőségi elvárásainak, a szerelvénygyártó több mint két évtizede a giesseni székhelyű Werth Messtechnik GmbH multiszenzoros koordináta mérőgépeit használja.
A projekt eredményeként azóta több, eltérő felszereltségi szintű CT-gép is készült, amelyek mára az elsőminta darabok vizsgálatának pótolhatatlan eszközeivé váltak a Blumnál. A legújabb gép 300 kV-os nanofókuszos röntgencsővel működik és 2015 óta végzi acél komponensek precíziós mérését.
A két vállalat együttműködése azonban ennél jóval régebbre nyúlik vissza. „Még 1994-ben vásároltuk első Werth multiszenzoros koordináta mérőgépeinket” meséli Heimo Masser (1. ábra), aki a koordináta méréstechnika felelőse a Blumnál. A használatban lévő gépek száma azóta 30-ra nőtt. „A legtöbb gép a gyártás helyén, Vorarlbergben üzemel, ahol 3 műszakban napi 6000-nél is több különböző mérőprogramot futtatunk rajtuk.”
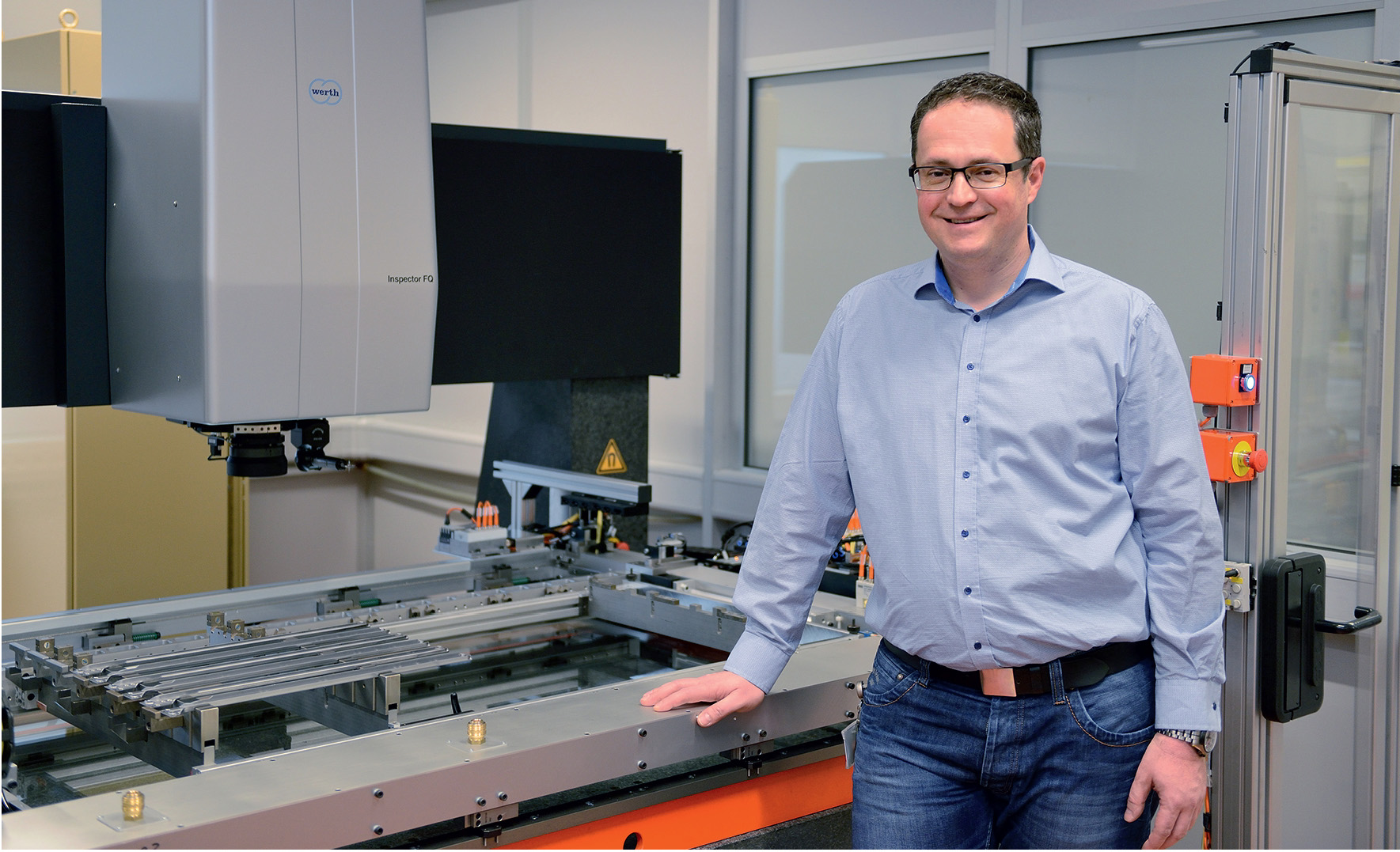
1. ábra – A világ leggyorsabb multiszenzoros koordináta mérőgépe mellett (a gyártó szerint): Heimo Masser (képünkön az Inspector FQ mellett) a koordinátamérési technológia felelőse a Blumnál. (© Blum)
A vizsgált darabok rendkívüli változatossága
Egy minőségi bútorokhoz szánt vasalatok, burkolatok és fiókrendszerek gyártásával foglalkozó gyártónál igazán sokféle munkadarabot kell vizsgálni. A méretek a rajzszeg nagyságú daraboktól a vezetősínekhez való egy méternél is hosszabb műanyag alkatrészekig terjednek. Mivel a munkadarabokkal szembeni minőségi elvárások szintén változnak, többféle gépkoncepció is alkalmazásra kerül.
Hogy a gyártásfelügyelet feldolgozási teljesítménye minél nagyobb legyen, a vállalat a Werth Inspector FQ gépeket használ (1. ábra), amelyek tengelyei 1 g gyorsulásra is képesek. A lineáris hajtásrendszer nagy mérési sebességet garantál akár másodpercenként öt tengelypozicionáló elmozdulással. A szabadalmaztatott „OnTheFly” módszerrel a képfeldolgozó szenzor a géptengelyek mozgása közben tudja rögzíteni a mérési pontokat. Ennek hála a mérőgép a hagyományos gépeknél akár tízszer nagyobb sebességet is elérhet, és mérési sebessége pedig 15 jellemző/másodperc is lehet.
Néhány mikronos pontosság
Légcsapágyaiknak és stabil gránitból készült (2. ábra) fix hidas szerkezetüknek köszönhetően a Werth VideoCheck gépek néhány mikronos mérési bizonytalansággal látják el mérési feladataikat. Ezek az egységek alkotják a moduláris multiszenzoros rendszerek alapját, amelyek tizedmikronos nagyságrendű maximális megengedett hibájukkal a kategória legpontosabb gépeinek számítanak.

2. ábra – Nagy pontosságú mérési feladatokhoz: a legnagyobb pontossági osztályú VideoCheck gépekkel tizedmikronos nagyságrendű pontosság érhető el. (© Blum)
A komputertomográfiás (CT) szenzorokkal ellátott TomoScope berendezések elsőminta darabok méretellenőrzésére és roncsolásmentes vizsgálatokra használatosak. Ezek teljesen zárt gépek, így további sugárzásvédelmi intézkedéseket nem igényelnek. Szinte minden berendezésükben saját fejlesztésű befogókészülékek találhatók, amelyekbe az operátor legtöbbször közvetlenül helyezi be a darabot. A mérési adatok a folyamat felügyeletéhez automatikusan átkerülnek az üzemen belüli SPC (Statisztikai Folyamat Szabályozás) rendszerbe, lehetővé téve a gyártási folyamat ellenőrzését.
A mérőgépek haladnak a korral
Már az együttműködés kezdetén világos volt, hogy a meglévő mérőprogramok kompatibilitásának a frissítések és a hardveres modernizációk után is meg kell maradnia. A szoftveres szervizszerződések és a Werth szoftverfejlesztő és alkalmazásmérnöki csoportjával folytatott szoros együttműködés töretlen fejlődést tett lehetővé 1994-től napjainkig. A felhasználók számára mindig elérhetők a legújabb szoftverfunkciók.
A szoftver frissülésével bizonyos hardveres fejlesztések is szükségessé váltak. Az elektromos rendszerek mellett olyan alkatrészeket is modernizáltunk, mint a fényforrások vagy az útmérő rendszerek. „Az évek során sok gépet több alkalommal is az elérhető legmodernebb szintre fejlesztettük, hogy megfeleljenek a növekvő elvárásoknak.” emlékszik vissza Heimo Masser. „Ezeknek a modernizálásoknak hála az 1990-es évekből származó és szinte már veteránnak számító gépeink is ugyanarra képesek, mint modern társaik.”
Nagyobb sebesség röntgen-tomográfiával
A röntgen-tomográfia bevezetése előtt a vállalat a hagyományos 3D-metrológia intenzív alkalmazásával adott visszacsatolásokat a szerszám gyártásnak. A hagyományos módszer azonban rendkívül bonyolult volt és gyakran több napot vett igénybe. Röntgen-tomográfiás szenzorrendszerrel a mérési eredmények néhány óra alatt elérhetők színkódolt 3D-felvételek formájában. A komplett munkadarab mérése, beleértve a belső geometria meghatározását is, jelentős időmegtakarítást eredményezett. A névleges és tényleges jellemzők 3D CAD adatok alapján történő összehasonlításával pedig azonnal láthatóvá váltak a munkadarab problémás részei.
„Nálunk ezek a gépek nagyon gyorsan visszahozták az árukat, pedig elsőre drágának tűntek.” jegyzik meg Heimo Masser. Mostanra a műanyag alkatrészek elsőminta darabjainak vizsgálata és a kapcsolódó szerszámkorrekciók váltak a CT-gépek első számú alkalmazási területévé. Napjaink nagy teljesítményű gépei műanyag mellett acél, cink vagy alumínium munkadarabok mérésére is képesek. „Komplett részegységek mérhetők akár összeszerelve is, majd meghatározhatók az egyes alkatrészek méretei és egymáshoz képesti helyzeteltérései.” hangsúlyozza Masser. „Még a beszerelés tájolása is vizuális módon értékelhető.”
Teljes sugárzásvédelem alapkivi-telben
A röntgenfeszültség az anyagtól, a mérettől és a kívánt adatminőségtől függően változik. A Werth kínálatában 130 – 300 kV közötti röntgenfeszültségű, teljes védelemmel ellátott gépeket találunk, de a nagyobb, nehezebb munkadarabokhoz akár 450 kV-os feszültségű célgépek is kaphatók. A röntgen árnykép műhibák korrigálására szoros együttműködésben speciális matematikai módszereket fejlesztettünk, hogy minimálisra csökkentsük a rendszerszintű eltéréseket a tomográfiai eljárásokban.
A mérőgépbe integrált munkadarab-adagoló rendszerrel emberi beavatkozás nélkül, folyamatosan végezhető a mérés. Mivel a munkadarabcserélő rendszer a mérőgép részét képezi, így nincs szükség kiegészítő sugárzásvédelmi megoldásokra, pl. bonyolultabb robotos alkalmazásokra, aminek hála az üzembiztonság is nagyobb. Az automatizált betöltés a hagyományos megoldásokhoz képest akár 300 százalékkal is fokozni tudja a gép termelékenységét. „Jelenleg több mint 4000 munkadarabot tudunk megmérni a CT-gépeinkkel, amelyek így teljes kihasználtsággal működnek.” mondja el Heimo Masser.
Offline programozás CAD-adatokkal
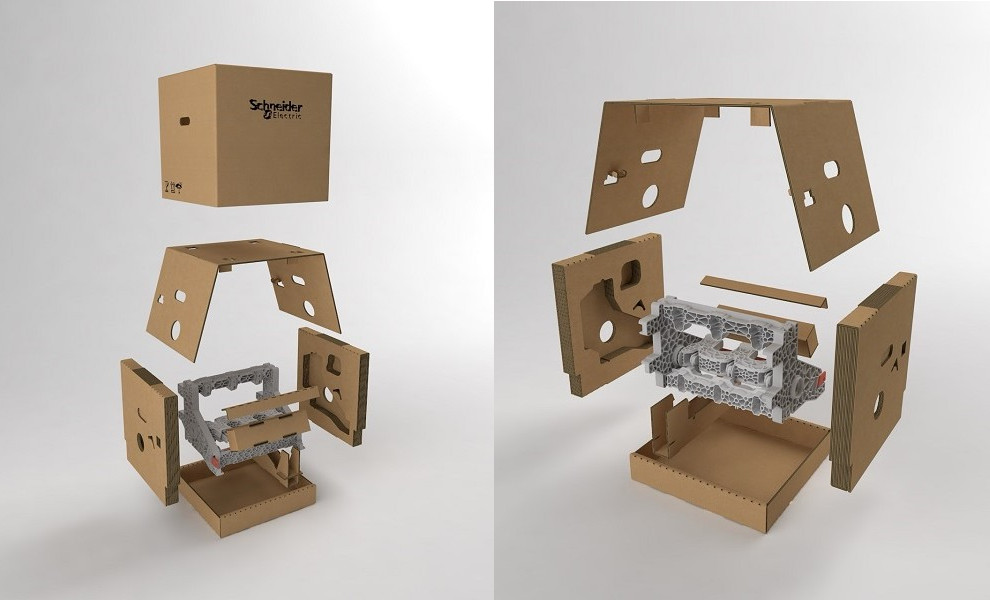
Napjainkban a WinWerth mérőszoftverével a géptől távol is létrehozhatók mérési műveletsorok 3D CAD adatokból. Az optimális mérési módszerek a CAD munkaállomáson határozhatók meg, majd a mérési műveletsorok grafikus módon szimulálhatók. Ilyen módon már a gyártás elindítása előtt rendelkezésre állnak a programok (3. ábra). Ezzel a módszerrel minimálisra rövidíthető a mérőgép programozás miatti állásideje. Még a képfeldolgozó szenzor világításának programozása is lehetséges CAD-adatokkal. Ahol a kontraszt problémás, ott a megvilágítási beállítások később, lépésenként állíthatók a mérőgépen a munkadarab tulajdonságaihoz.
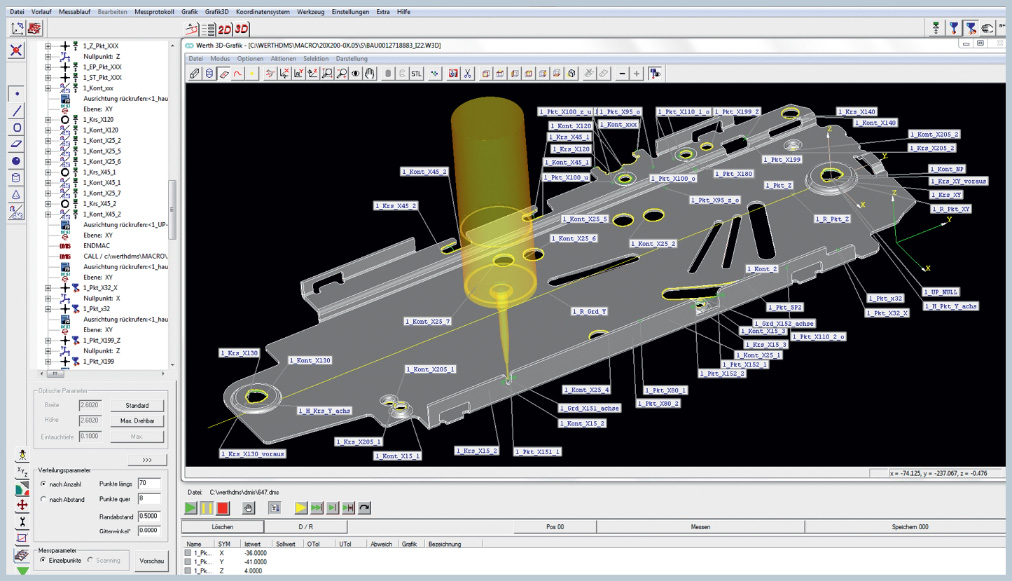
3. ábra – Offline program készítés: távoli programozás és szimuláció a WinWerth szoftverrel. (© Blum)
A Blum paraméterprogramokat használ az egyes munkadarabcsaládokhoz, még gyorsabbá téve a mérési műveletsorok létrehozását. A munkadarab típusát beírva a rendszer az előkészített adatkészletből beolvassa a többi változót és automatikusan létrehozza a mérési műveletsort.
Kitekintés
Ahogy a gyártási feladatok bonyolultabbá válnak, úgy lesz egyre fontosabb a mért tárgyak teljes és gyors leképezése 3D-érzékelős rendszerekkel. E célra a röntgen-tomográfia kiválóan megfelel, míg a hagyományos multiszenzoros koordináta-méréstechnika a gyors SPC vizsgálatok hatékony eszköze marad. A mérőszoftver offline programozási lehetőséget és intelligens funkciókat kínál az interaktív működtetéshez. A műszaki ötletek rendszeres megvitatása rendkívül fontos eleme a felhasználó és a gépgyártó sikeres és hosszú távú együttműködésének. Korai tervezéssel már a fejlesztési szakaszban beépíthetők a felhasználói igények, ami komoly előnyöket jelent mindkét félnek.
Hazánkban a céget a Werth Magyarország Kft. képviseli.