Használja ki a profileltérésekre vonatkozó új ISO-szabványban rejlő összes lehetőséget.
Az ISO 1101 (2017) szabvány jelentős mértékben kibővíti a profileltérésekre vonatkozó tűrések rajzi specifikációját. Az ebben rejlő lehetőségek teljes kihasználásához a mérőszoftvereknek egyszerű megoldásokat kell kínálniuk a legkülönfélébb mérési feladatokra. Ha a mérés nem csak megfelel a szabványnak, hanem az adott funkcióhoz is megfelel, akkor a selejt csökken.
A munkadarab működőképességének biztosításához sok geometriai tulajdonságot más elemekhez képest kell megadni. Ha egy komplett vonatkoztatási rendszerben az illesztés kész, akkor minden szabadsági fok meg van adva és „rögzített”. Ebben az esetben a referenciákat a tényleges adatok előírt adatokhoz történő további illesztése nélkül kell mérni. Ha nincs megadva vonatkoztatási rendszer, akkor Gauss-illesztés alkalmazható anélkül, hogy korlátozni kellene a szabadsági fokokat ahhoz, hogy egységes legyen az előírt geometriához való illesztés. Ha a vonatkoztatási rendszer hiányos, először a megadott referenciákat kell mérni. Ezután a munkadarabon mért profilt az előírt kontúrhoz kell illeszteni a rögzítetlen szabadsági fok felhasználásával. A leggyakoribb Gauss-illesztési módszerek azonban szisztematikusan rossz eredményeket szolgáltatnak. Bizonyos körülmények között a jó munkadarabok is selejt minősítést kaphatnak. Ez elkerülhető az alábbiakban ismertetett Tolerance-Fit (tűrési sávra illesztés) módszerrel.
Profil meghatározása multiszenzoros rendszerekkel
A munkadarabprofilok különböző érzékelőkkel mérhetők. Például a profilszelvények gyors és egyszerű „in the image” mérése lehetséges olyan optikai koordináta mérőgépekkel, mint például a Werth QuickInspect vagy a FlatScope. Az optikai távolságérzékelők, mint például a Werth Laser Probe (WLP) vagy a kromatikus fókuszérzékelők, vonalszerű profilok roncsolásmentes meghatározását teszik lehetővé. A WLP a szintén szabadalmaztatott Werth Zoom optika nyalábútjába van beépítve, így a multiszenzoros mérések minimális szenzoreltolás mellett végezhetők. A Chromatic Focus Point (CFP – kromatikus fókuszpont) alacsony mérési bizonytalanságot garantál még tükröződő vagy átlátszó felületeken is, míg a Chromatic Focus Line (CFL – kromatikus fókuszvonal) gyors, rendkívül pontos 3D mérést tesz lehetővé és kiegészítő intenzitásképet szolgáltat tájékozódási és mérési céllal (1. ábra). A mérési tartományon belüli vonalprofilok mellett a pásztázás felületprofilok meghatározására is használható. A vonal- vagy felületprofil ugyanabban a koordinátarendszerben mérhető olyan felületeknél, amelyek az optikai érzékelők számára nem hozzáférhetők, átfogás nélkül, olyan tapintós szenzorokkal, mint például a hagyományos, pásztázásra alkalmas tapintófejek vagy a szabadalmaztatott Werth Fiber Probe (WFP). Kis átmérőjű tapintócsúcsa miatt a WFP lehetővé teszi mikrogeometriák, pl. üzemanyag-befecskendezők fúvókáinak mérését, minimális tapintóereje miatt pedig rugalmas alkatrészeken vagy érzékeny felületeken, például optikai elemeken is kiválóan használható. A szintén szabadalmaztatott Werth Contour Probe (WCP) eszközzel egyebek mellett tengelyek vagy szerszámok profiljait lehet pásztázni, emellett a kontúrkövető műszert kiváltva végezhetők vele érdesség- és alakmérések a munkadarab-koordinátarendszerben.
A multiszenzoros rendszerek kombinált alkalmazása a profileltérések meghatározásán túl más geometriai tulajdonságok, mint például méretek, helyzeteltérések vagy érdességek mérésére is lehetőséget ad ugyanazzal a koordináta mérőgéppel. Az adott mérési bizonytalansághoz vagy mérési sebességhez ideális szenzort választva jelentősen javul a minőségbiztosítás.
A ToleranceFit módszer többféle tűrést is megenged
Ha a mért kontúrt Gauss-módszerrel illesztjük a névleges kontúrhoz, akkor a felvett pontok és a névleges profil közötti négyzetes eltérés minimálisra csökken. A tárgy különböző régióinak eltérő tűréseit a rendszer nem veszi figyelembe. Ez azt jelenti, hogy a Gauss-illesztéses módszer bizonyos esetekben a valóságot nem tükröző módon is túllépheti a tűréshatárokat, mert a tűrés a koordinátarendszer eltolásával is teljesíthető lett volna.
A szabadalmaztatott ToleranceFit módszer a mért pontokat az előírt kontúr helyett a tűréstartományba igazítja. Ha a tűrések nem teljesíthetők, akkor a tényleges kontúrok eltolódnak, hogy a tűrés túllépése a lehető legkisebb legyen.
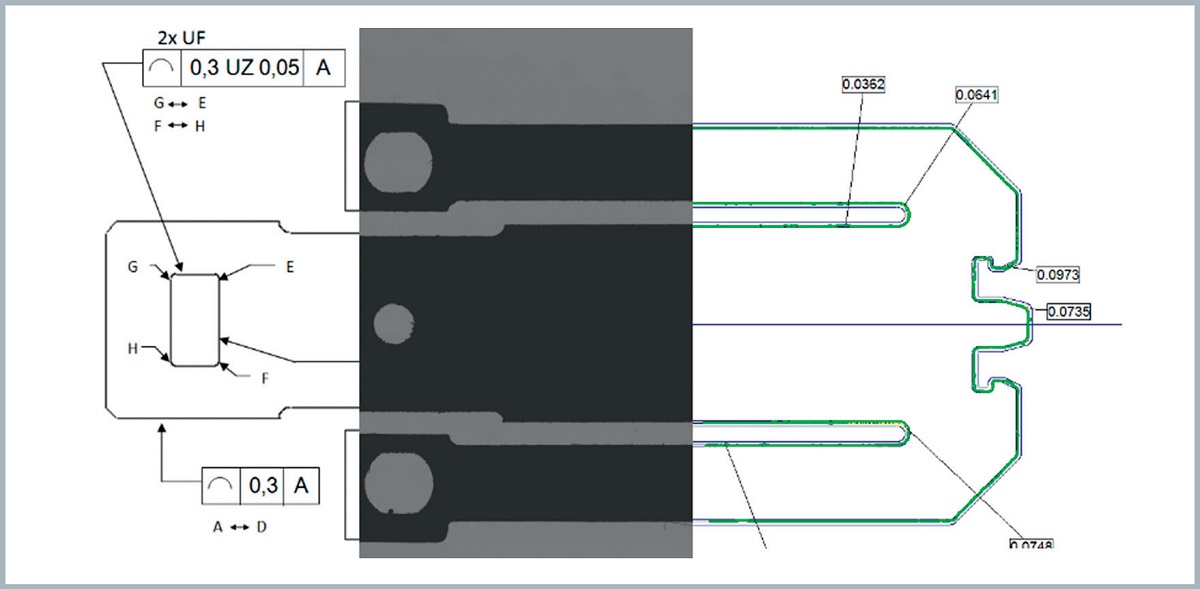
2. ábra: A kép első harmada: rajz vonalprofil tűrésekkel; középső harmad: a teljes munkadarab automatikus felvétele nagy felbontásban raszterszkenneléssel; a kép harmadik harmada: tűrési zónákba illesztés ToleranceFit funkcióval.
Ez a módszer megfelel az összes vizsgált méret összekapcsolt értékelésének a maximális anyag elve alapján. A módszert minél gyakrabban kell használni, mert csak azokat a munkadarabokat minősíti selejtnek, amelyek valójában nem működőképesek. A ToleranceFit az az illesztési módszer, amely lehetővé teszi a funkcionálisan helyes ellenőrzést a maximális anyag elvén. A bonyolult összefüggések mindenki számára könnyen érthető módon kerülnek alkalmazásra. Ennek eredményeként vagy csökken a selejt mennyisége, vagy kitolhatók a gyártási tűrések. A termelési költségek mindkét esetben csökkennek.
Az ISO 1101 (2017) szabvány szerinti vonalak és felületek különféle funkcionális követelményei esetében is lehetővé válik a szabványoknak megfelelő elemzés. A CZ (kombinált zóna) címkéjű és egyazon vonatkoztatási rendszerbe tartozó profilszelvények például egymáshoz illeszthetők. A globális rajzi specifikációhoz az összes profilszelvényt egyedileg állítjuk be, és mindegyikre ugyanaz a tűrésspecifikáció vonatkozik. Ha CZ (kombinált zóna) kérés is felmerül, a rendszer a profileltérést is megadja minden egyes szelvényre. Ezzel szemben az UF (egyesített jellemző) esetében csak egy eredményt kapunk a teljes profilra vonatkozóan.
A folyamatosan változó tűrési zóna egy fix kezdő- és végpont közötti tölcsér alakú terület. Az UZ (aszimmetrikusan elhelyezett tűrési zóna) esetében a tűrés közepétől a névleges profilig terjedő eltolás jelenik meg. E rajzi elemek mindegyike kombinálható egymással.
Szabványoknak megfelelő és funkcionálisan helyes
A vonalprofil alakja képfeldolgozó szenzorral, optikai távolságérzékelőkkel vagy akár tapintós szenzorokkal határozható meg. Szkennelésre alkalmas pontérzékelőkkel vagy vonalérzékelőkkel, mint például a CFL készülékkel, a felületprofil alakja is megállapítható. A ToleranceFit lehetővé teszi a funkcionálisan helyes analízist az ISO 1011 szabványnak megfelelően az összes fent említett funkcionális követelmény tekintetében.
A profileltérés meghatározásához csupán néhány adatot kell beírni. A WinWerth szoftver részét képező ToleranceFit eljárás még nehéz esetekben (pl. a profil nagy eltérései esetén) is a tűrési zónába tolja a megállapított tényleges profilt a virtuális idomszer elvének alkalmazásával. Ez a módszer lehetővé teszi a működés egyértelmű értékelését. Ez egy módja annak, hogy gazdaságos minőségbiztosítást alkalmazzunk a selejt csökkentésére vagy a gyártási tűrések kitolására és a felesleges költségek elkerülésére.
Forrás: Michael Lee © Carl Hanser Verlag, München , QZ Minőség és megbízhatóság
További információ:
Werth Magyarország Kft.
Web.: www.werth.hu
E-mail: sales@werth.hu,
Telefon: +36 29 611 020
![]()